新聞資訊(xùn)
推薦產品



聯係華正
深圳市華正精密技(jì)術有限公司(sī)
聯係人:羅世富
電話:0755-27299111
手機:13421341931
郵箱:huazheng1008@163.com
www.huiyanbao.com
地址:深圳市寶(bǎo)安區沙井鎮萬豐大鍾崗工業區第4棟1樓(萬豐98工業(yè)城大門對麵)
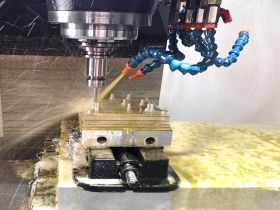
箱體類(lèi)零件的加工
箱體類零件是機械零件中的典型零件,如車床床(chuáng)頭箱、齒輪傳動箱(xiāng)體、變速箱(xiāng)體等(děng),是機器的基礎零件之一,它將機(jī)器及部件中的軸(zhóu)、軸承、套和齒輪等零件各隻保持正確的相互位置,並按照預(yù)先設計好的傳動關係使其協調地相(xiàng)互運動,組合成一個整體(tǐ)。

工藝路線的設計
1、先麵後孔的加工順序
先加工平麵(miàn),不僅切除掉了毛坯表麵的凸凹不平和表麵夾(jiá)砂等(děng)陷,更重要的是在加工分布在平麵上(shàng)的孔時,劃線(xiàn),找正方便,而(ér)且(qiě)當鏜刀開始鏜孔時(shí),不會因端麵有高低不平(píng)而產(chǎn)生衝擊振動、損壞刀具,因此,一般最好應先加工平麵。
2、粗、精加工階段要分開
箱體結構複雜,主要表麵的精度要(yào)求高,粗加工時產生的(de)切削力、夾緊力和切削熱對加工(gōng)精度(dù)有較(jiào)大影響,如果(guǒ)粗加工立即進行精加工,那麽粗加工後由(yóu)於各種原因(yīn)引起的工件變形的內(nèi)應力沒有充(chōng)分釋放出來,在精加工中就無法將其消除(chú),從而導(dǎo)致加工完卸載時箱體變形,影響箱體最終的精度(dù)。
3、工序集(jí)中或分散(sàn)的決(jué)定
箱體粗、精加工階段分開符合工序分散的原則,但是在中、小批生產時,為了減少使用機床和夾(jiá)具的數量,以及(jí)減少箱體的搬運和安裝次數,可將粗、精加工階段相對集中,盡可能放在同一(yī)台機床商(shāng)行進行。
4、安排適當的熱處理工序
鑄件箱(xiāng)體結(jié)構複雜、壁厚(hòu)不均,鑄造時冷(lěng)卻速(sù)度不一致(zhì),容易產生內應力,且表麵較硬,因此,鑄造後應合理安排噴砂、調製人工實(shí)效等處理以改變內部組織結構。消除內應力減少變形。
定位基準的選擇
1、粗精準的選擇
粗基準的選擇影(yǐng)響(xiǎng)各加工麵的餘量(liàng)分配及不需加工麵與加工麵之間的位置(zhì)精度;根據粗基準選擇原則,應首先考慮(lǜ)箱體上要(yào)求最高的主軸孔的(de)加工餘量要均勻(yún),防止加工時由於餘量不均而引起振動,影(yǐng)響加工(gōng)精度和表麵質量,並要兼顧其餘加工表麵都有適當的餘(yú)量。
2、精基準的選擇
箱體零件精基準(zhǔn)的選擇(zé)有(yǒu)兩種可行的定(dìng)位方案:
(1)是(shì)以裝(zhuāng)配基準麵為精基準,其(qí)有點是裝配基準麵是許多孔係和平麵的設計基(jī)準,搜索一能使定位基準、設(shè)計基準和裝配基準重合,不會產生(shēng)基準不重合誤差,而且箱體開口向上,故調整刀具,觀察加工和測量孔徑均方便,缺點是在加工中間璧(bì)上的孔時,隻(zhī)能采用吊架式鏜模,結(jié)構剛性差、安裝誤差(chà)打、孔係精度低、裝卸不方便,生產率低、隻適於中、小批生產;
(2)是以頂麵和兩個銷孔作精基準,其有(yǒu)點是(shì)箱口向下,中間(jiān)導向支撐架固定在夾具座體上,剛性好、導向精度高,孔(kǒng)係位置精度也高,且定位、夾緊、裝卸工件均方便,生產率高,適於批量自動線(xiàn)何時能成,缺點是定位基準與裝(zhuāng)配基準不重合,增加了定位誤差。

主要表麵(miàn)加工
1、箱體的平麵加工
箱體平麵的粗加工(gōng)和半精加工選擇刨削和銑削加工;單件小批量生產中(zhōng),用劃線找正的方法,采用刨和銑加工平麵,在龍門刨床上可以用幾個刀架在一次安裝工件同時加工幾個平麵,經濟地保證了這些表麵的位置同時加工,即保證了平麵間的位置精(jīng)度,又提供了生產率,精(jīng)加工,在單件小批生產(chǎn)時用鏟刮(guā)或(huò)精刨進行加工;大批(pī)大量(liàng)生產時用磨削方法加工。
2、孔係加(jiā)工(gōng)
箱(xiāng)體上一係列有相互位置精度要求的(de)孔成為孔(kǒng)係,這些孔精要求高,加工困難、是箱體加(jiā)工(gōng)的關鍵,其中有平行孔係和同軸孔係(xì)。對(duì)於平行孔係,在加工時主要是保證各平行(háng)孔中心線之間以及孔中心線(xiàn)與基(jī)準麵之間的額尺寸精度(dù)和平行度;同軸孔係主要是保證各孔的同軸度精度;
3、單(dān)間小批生產箱體時,在普通鏜床(chuáng)上,按(àn)劃線依(yī)次(cì)找正孔的位置(zhì)進行加工,此法差誤較大,為提供精度,可采用試鏜法,但此法找正、試切、測(cè)量比較耗時,生產效率低。箱體粗加工常采用樣板找正法:鏜床鏜杆(gǎn)上有千分表,按樣板孔(kǒng)來找正(zhèng)鏜杆的位置,加工完一端上的孔之後,將(jiāng)工作台回轉80°,在用同樣方法加(jiā)工另一端麵上的孔。
4、成批大量加工箱體孔(kǒng)係都采用鏜模;鏜模兩端有導向套,可(kě)引導鏜杆進行加工,以保證工件的孔距精度,鏜杆與(yǔ)機床主軸采用浮動連接,孔距精度取決於鏜模精度(dù)及鏜杆與導套的配合精度和剛度所以可利用精(jīng)度不高的機床加工出精度(dù)較高(gāo)的工件(jiàn),鏜模能用於組合機床上作多孔同事加工。找正方(fāng)便、生產(chǎn)率高、適用於成批生產,且箱體的同軸孔係的同軸(zhóu)度大部分用鏜模保證,對於箱壁的同(tóng)軸歐空,可采用導向套加工同(tóng)軸孔,反(fǎn)之(zhī),可利用鏜(táng)床後立柱的導套支承鏜杆。
作(zuò)為一家現代化精密機械零件製造商,深圳市華正精(jīng)密技術有限公司以CNC加工為(wéi)核心工藝,擁有實體工廠、檢測設(shè)備,並整合快速成型、模(mó)具、後處理等配套的製造(zào)資源,為客戶(hù)提供快速打樣、中小批(pī)量生產(chǎn)製造和試裝,真正做到省心省(shěng)力的(de)一(yī)站式服務;企業擁(yōng)有(yǒu)台灣進口的電腦鑼、銑(xǐ)床、車床、磨床等(děng)精密機械加(jiā)工設(shè)備以及富有非標產生產經驗的技術團隊,生產經(jīng)驗豐富。谘詢電話:15338735632(微信同號)