新聞資訊
推薦產品



聯係華正
深圳市華(huá)正精密技術有限公司
聯係人:陳生
電話:0755-27299111
手機:15338735632
郵箱:Chenbenfei@huazhengcnc.com
www.huiyanbao.com
地址:深圳市寶安區沙井鎮萬豐大(dà)鍾崗工業區第4棟1樓(lóu)(萬(wàn)豐98工業城大門對麵)
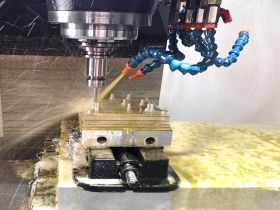
鋁合金的(de)高(gāo)速切削加工技術
【概要描述】隨著我國工業的快速發展(zhǎn),鋁合金設備的需求量進一步增大,同時對鋁合金原材料進行加工時,工序也變的越來越複(fù)雜,對於(yú)切削參數也是要求越來越精確;因此,在工(gōng)業(yè)中對鋁合金材料進行切削時,應該對其切削(xuē)特(tè)性以及工藝參數有更加(jiā)深入的研究,保證在實際應用中,既(jì)能避(bì)免資源的浪費,又能保證工藝製作質量(liàng),因此,本文對《鋁合金的高速切(qiē)削加工技術》進行詳細講述
隨著我國(guó)工業的(de)快速發展,鋁合金(jīn)設備的需求量進一步增大,同(tóng)時對鋁合金原材料(liào)進行加工時,工序也變的越來越複雜,對(duì)於切削參數(shù)也是要求越來越精確;因此,在工業中對鋁合金(jīn)材料進行切削時,應該(gāi)對其切削特性以及工藝參數有更加深入的研究(jiū),保(bǎo)證在實際應(yīng)用中,既能避免資源的浪(làng)費,又能保證工藝製(zhì)作(zuò)質量,因此,本文對《鋁合金的高速切(qiē)削加工技術》進行詳細講(jiǎng)述(shù)。

數控高速切削加工(gōng)的(de)優點
1、由於切削速度的(de)大幅度提高,同時(shí)進給速度也相應提高5-10倍,從而極大地提高了加工效(xiào)率,降低了加工成本;
2、在高速切削加工中(zhōng),當切削速度達到一定值後,切削力平(píng)均降低30%以上,尤其是徑向切削力的(de)大幅度減少,特別有利於提高薄壁類等剛性較(jiào)差(chà)零件的高速(sù)精密加工。
3、在高速(sù)切削時,有95%~98%以上的(de)切(qiē)削熱來不及傳給工件,就被切屑快速帶走,可使工(gōng)件基(jī)本上保持冷態,所以特(tè)別適合於加工容易產生熱變形(xíng)的零件;
4、從動力學角度(dù)來看,高速切削(xuē)時,機床工作平穩、振(zhèn)動小,能夠工出非常精密、非常(cháng)光潔的零件,所以數控高速切削加工可大大降(jiàng)低加工表麵粗糙(cāo)度。
5、高速切削可以加工各種難加工材料。
高速切削的特點
1、生產效率大大(dà)提高,超高速切(qiē)削在切削材料時極大地縮短了機動時間和(hé)輔助時間、使因為切削而(ér)消耗的時間縮短了近一半左右;極大地提(tí)高了機械製造過程中切削工作效率(lǜ),縮(suō)短了機械製造工期。
2、材(cái)料切削加工(gōng)精度更高;高速切削單(dān)位切削力較同樣的切削(xuē)層參數,單位切削力明顯要小很多,同時切削力還可在保持高效率的(de)同事適當減低進給(gěi)量,使減幅進一步(bù)加大,大大降低了工件切削過程中產生(shēng)變形的機率;同事,告訴切削(xuē)使傳入工件的切削熱的比例大幅度降低,加工表麵受熱時間短、切削溫度低,因此,熱影響區和熱影響程度都較小,有利於提高(gāo)加工精度(dù),有(yǒu)利於獲得低損傷(shāng)的表(biǎo)麵結構狀態和保持良好的表(biǎo)物理性能及機械性能。
3、能獲表(biǎo)麵較好的完整性;在對機械(xiè)材料進行高速切(qiē)削時,高速切削一方麵保證了切削工作的失衡從效(xiào)率,另一方麵它采用的(de)進給量較小,使得加工表(biǎo)麵變得較為光滑;在高速切削的過(guò)程中(zhōng),切削力度和變化幅度都很小,而且機床的激振頻率(lǜ)遠高於切削工(gōng)藝係統的固有頻率,加工表麵受切削震動的影響較小,大部分合成材料有多種化合(hé)物混合加工而成,再(zài)經切削產(chǎn)生的高溫熱量的情況下,容易改變材料的性能,高(gāo)速切削以其高速、地熱傳入比率,可使受加工材料保持穩定的物理性能。
高速切削(xuē)加工(gōng)的影響因素
1、切削變形(xíng)對切削過(guò)程的影響
(1)工件(jiàn)材料的(de)強度越大,會(huì)使切削的變形越小;
(2)刀具的前角增大時,沿刀麵流出的金屬切削層將比較平緩的流出,金屬切屑的變形也會變小;
(3)最後,在其他切削條件不變的情況下,切(qiē)削速度對材(cái)料變形(xíng)的影響分為兩個段,一個是積屑瘤這一段,另一個是無積屑瘤段,在有積屑瘤(liú)產生時,積屑瘤隨著切削速度的增大而增大,積屑瘤越(yuè)大,實際刀具前角也越大,切削的變形相應(yīng)減少。在無積屑瘤產(chǎn)生(shēng)時,切削速度(dù)越大,摩擦係數越小,切削(xuē)的變形越小。
2、刀具前角對切削過程的影響
刀具前角是指在正交平麵內測量的刀具前刀麵與基麵之間的夾(jiá)角,前角的大小主要解決刀頭(tóu)的堅固性(xìng)與鋒利性的矛盾;因(yīn)此(cǐ),首先要根據加(jiā)工材料的硬(yìng)度來選擇前角,加工材料的硬度高,前角取小植,反之取大值(zhí);其(qí)次要根據加工性質來(lái)考慮前角(jiǎo)的大小,粗加(jiā)工時前角要取小值,精加(jiā)工時前角應取大值。
3、刀具刃口半徑對切削過程的(de)影響
刀具刃口半徑是衡量刀具刃口鋒(fēng)利程度的指標,當刀具的前(qián)角和後角確定後,刃口半(bàn)徑越小,刀(dāo)具切削力和被切金屬的(de)變形越小,越有利(lì)於降低加工表麵粗糙度;當刃口半徑約(yuē)為(wéi)幾個微米時,刃口觸點(diǎn)的受壓應力(lì)是極高的(de),這不僅(jǐn)要求刀具材料有很好的性(xìng)能,而且要求加工係統(tǒng)的動態剛度和被切材料的均勻性也要有很高指標,以免因振動和衝擊造成刃口崩(bēng)裂破損。

作為一家現代化精(jīng)密機械零件製造商,佛山同泰升(shēng)精密機電科技有限公司以CNC加工為核心工(gōng)藝(yì),擁(yōng)有(yǒu)實體工廠、檢測設(shè)備(bèi),並(bìng)整合快(kuài)速成型、模具、後處理等配套的製(zhì)造資(zī)源,為客戶提供快速打樣、中小批量生產(chǎn)製造和試(shì)裝,真正做到省心省力的一站式服(fú)務;企業擁有台(tái)灣進口的電腦鑼(luó)、銑床、車(chē)床、磨床等精密機械加工設備以及富有非標產生產經驗的技術團隊,生產(chǎn)經驗豐富。谘詢電話:15338735632